3D Scan von kleinen Objekten
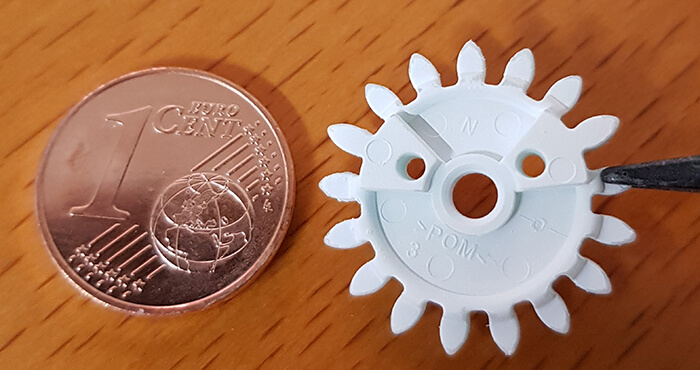
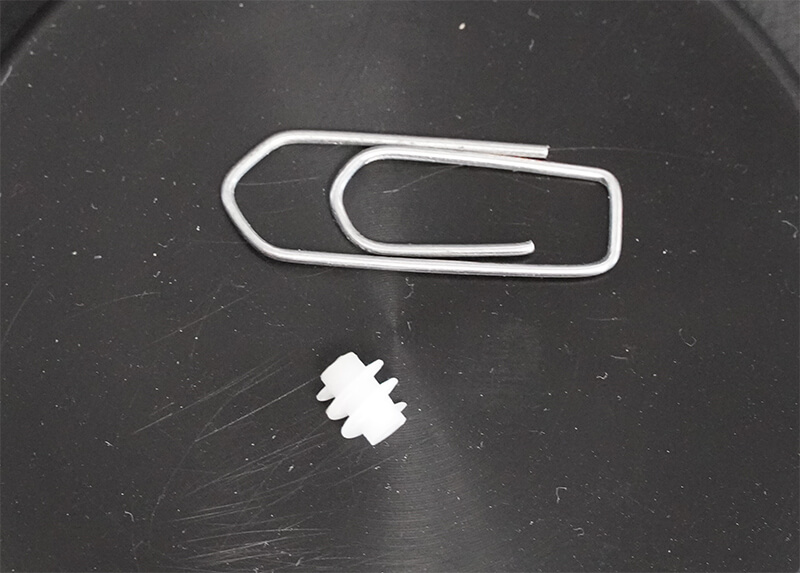
Als Messdienstleister erhalten wir Kundenanfragen für die Vermessung von unterschiedlichsten Objektgrößen. Dabei ist die optische Erfassung von den Extremen in beiden Richtungen anspruchsvoll. Für eine bestmögliche Datenqualität haben wir unsere Vorgänge spezialisiert und unseren 3D Scan Service hinsichtlich der Vermessung von Kleinteilen weiter ausgebaut. Für den 3D-Scan von besonders kleinen Objekten sind Messsysteme erforderlich, die das hohe Niveau an Präzision und Wiederholgenauigkeit erfüllen können.
Für die Erfassung von Objekten, die kleiner als 10 mm sind, nutzen wir ATOS SO Sensoren mit einem Messvolumen von 38 mm. Das Messvolumen (MV) beschreibt den Bereich, in dem das Bauteil optisch erfasst wird. Beim MV 38 beträgt dieser Bereich 38 mm in der Breite, 28 mm in der Höhe und 15 mm in der Tiefe. Der ATOS Sensor kann über eine Lineareinheit in der Z-Achse (vertikal) verfahren. Das Messobjekt kann über eine Dreh- und Schwenkeinheit in der X und Y-Achse positioniert werden. Somit ist das Messsystem in allen Verfahrachsen vollständig motorisiert und kann das Messobjekt im Messvolumen des Sensors bewegen. Im ersten Durchlauf einer Digitalisierung wird das Bauteil über die Achsen manuell positioniert. Das Ergebnis des ersten Durchlaufs ist eine Reihe von Messaufnahmen, die das Objekt in allen Positionen bewegt, die für eine komplette Erfassung nötig sind. Im zweiten Durchlauf wir diese Messreihe als Vorlage für eine automatisierten 3D-Scan genutzt.
Der automatisierte Messvorgang gewährleistet hohe Präzision und kann nicht von äußerlichen Faktoren beeinflusst werden, die bei der manuellen Digitalisierung entstehen können. In der von uns genutzten Konfiguration des Messsystems erreichen wir eine Messgenauigkeit von 0,005 mm.
Arbeitsschritte:
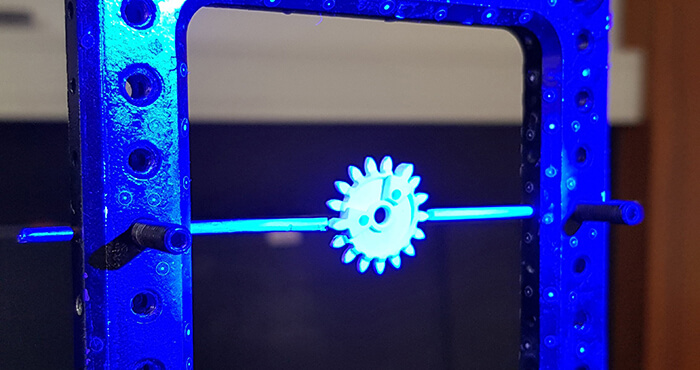
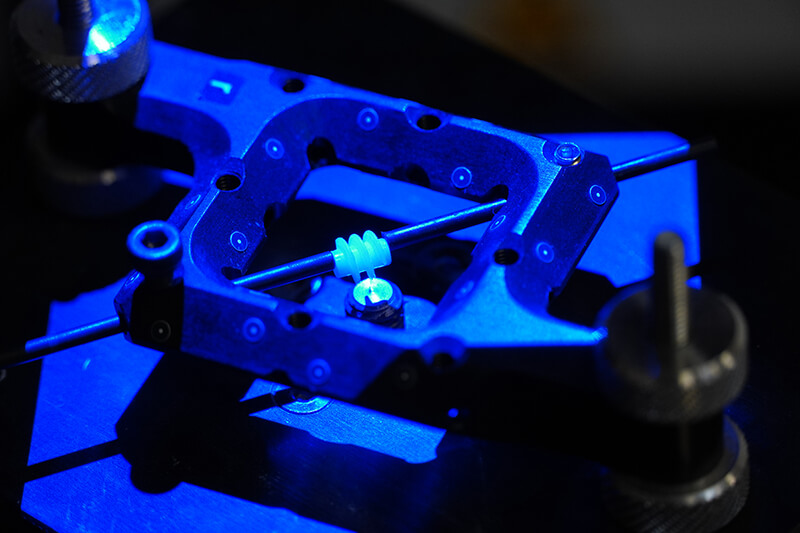
- Das Bauteil wird in einen Referenzrahmen gespannt. Der Rahmen ist von beiden Seiten mit Messpunkten beklebt und kann durch eine Dreh- und Schwenkeinheit entsprechend positioniert werden. Dadurch ist eine Erfassung aller Flächen in einer Aufspannung möglich.
- Für eine optimale Qualität der Messdaten wird das Bauteil mit einem Mattierungsspray eingesprüht. So werden Reflexionen vermieden, die zu Löchern oder Artefakten in der Netzstruktur führen können.
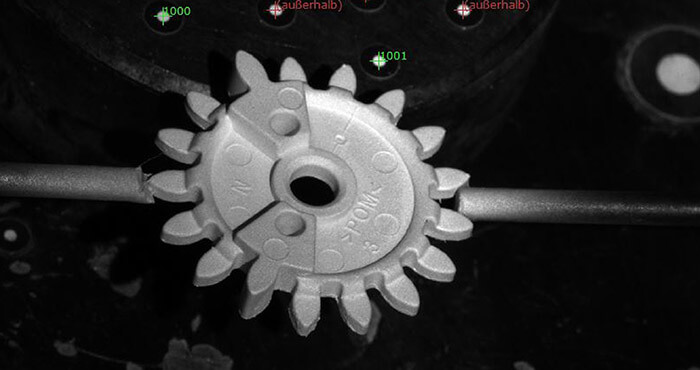
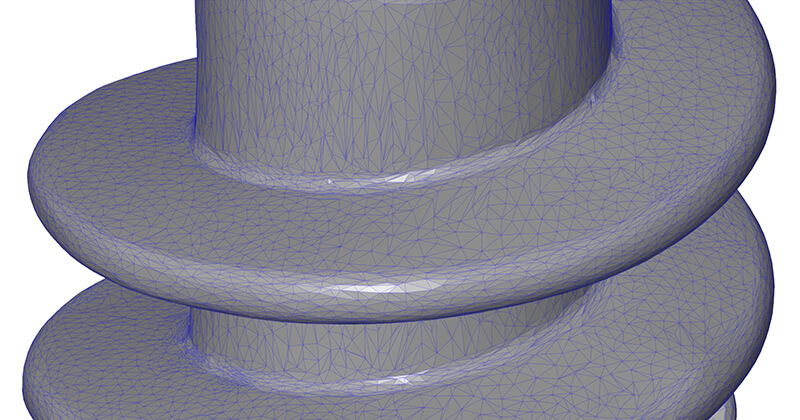
- Vollständige Digitalisierung des Bauteils.
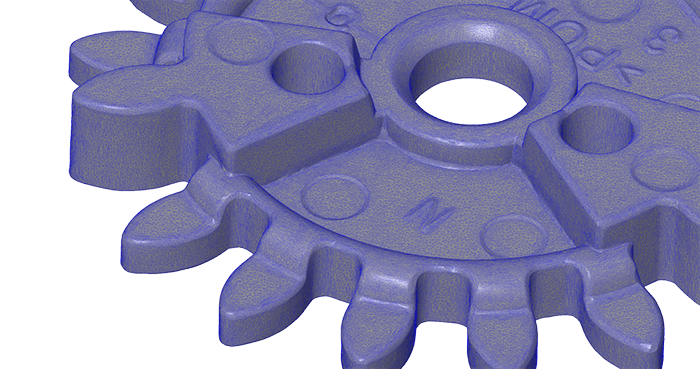
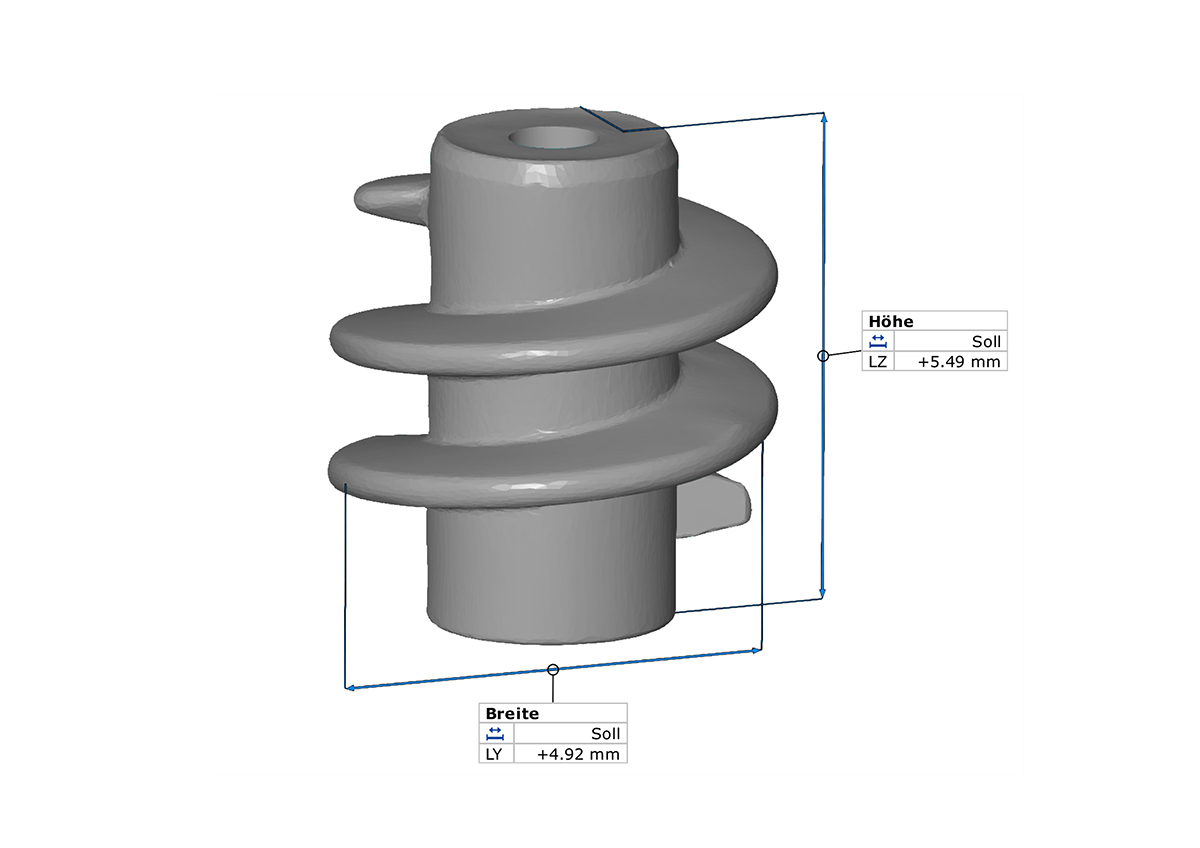
- In der Software erfolgt die Bearbeitung der berechneten STL-Datei. Das Bauteil wird zu einem Koordinatenkreuz ausgerichtet. Wenn vorhanden, werden Löcher in der Netzstruktur geschlossen.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}